
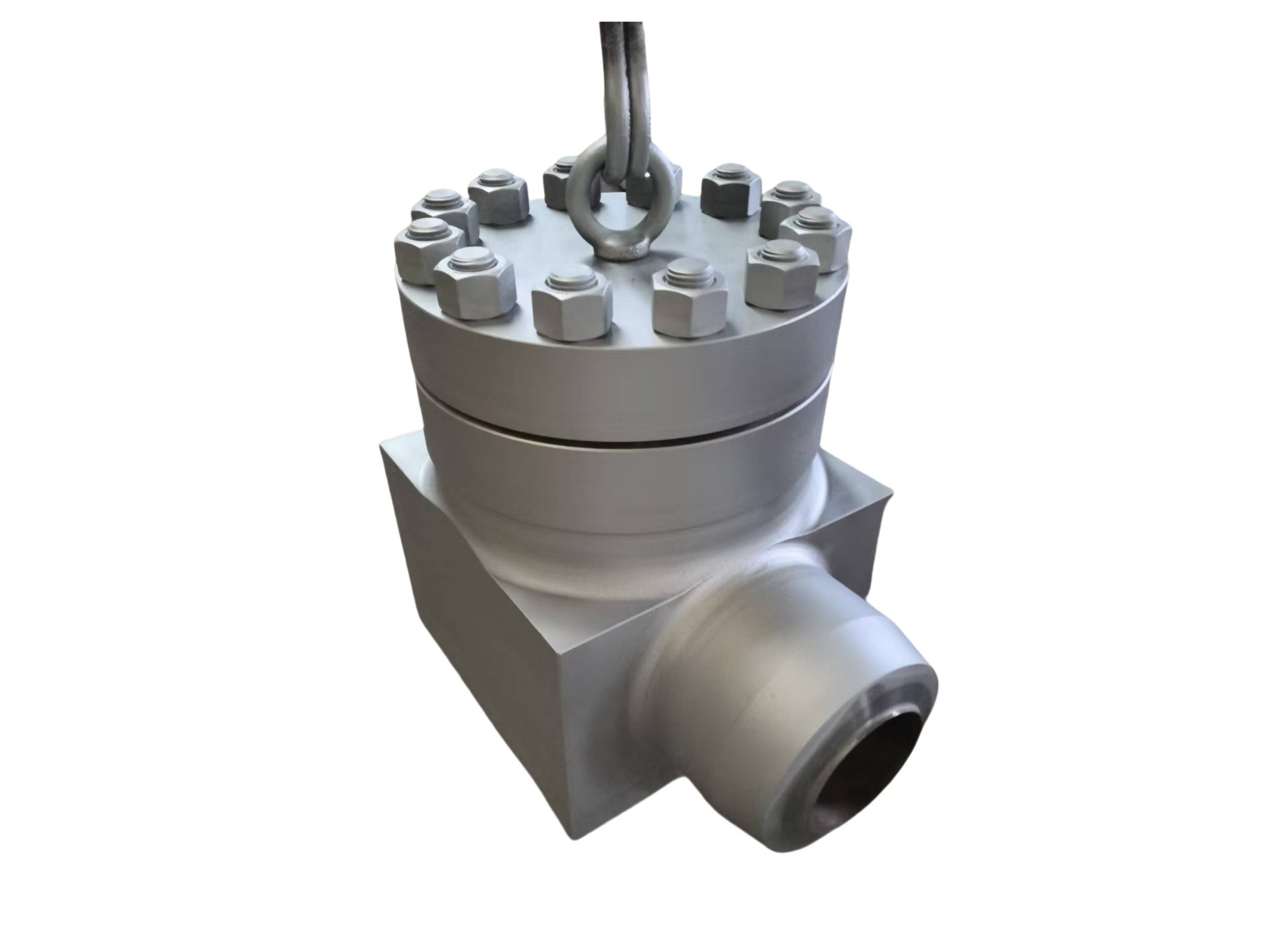


Swing Check Valve Open Die Forged—8″ 2500LB BW
Description
Technical Data Sheet
Open Die Forged Swing Check Valve
Size: 8″ (DN200)
Pressure Class: 2500LB (ASME B16.34)
End Connection: Butt-Weld (BW) per ASME B16.25
1. General Description
This is a swing check valve with the body and bonnet manufactured by the open die forging process. The open die forging provides exceptional grain flow, structural density, and freedom from internal defects, making it ideal for the extreme pressures and temperatures of Class 2500 service. The valve utilizes a swing-type disc that rotates on a hinge pin, allowing full, unobstructed flow when open and automatically closing against reverse flow. A bolted bonnet (or pressure seal bonnet, depending on design) ensures high-integrity sealing. The seat and disc seating surfaces are overlayed with Stellite 6 hardfacing for long service life under high-pressure, erosive conditions. Butt-weld ends are prepared per ASME B16.25, allowing direct welding into the piping system. The valve is designed for horizontal installation (disc swings in vertical plane) with the bonnet facing upward, suitable for steam, water, oil, gas, and other high-pressure media in power generation, refining, and petrochemical plants.
2. Design Codes & Standards
Item Applicable Standard
Design & Manufacture API 6D, ASME B16.34, BS 1868
Pressure-Temperature Rating ASME B16.34
Butt-Weld Ends ASME B16.25
Face-to-Face Dimensions ASME B16.10 (Long Pattern)
Inspection & Testing API 598, API 6D
Fire-Safe Design (Optional) API 607 / ISO 10497 (if required by project)
Forging Standard ASTM A105 / A105N (or A182, A350 per material)
3. Main Technical Specifications
Nominal Size: 8″ (DN200)
Pressure Class: Class 2500 (2500LB)
End Connection: Butt-Weld (BW), ends per ASME B16.25
Body / Bonnet Material: ASTM A105N (Open Die Forged, standard). Alternatives: A350 LF2 (low-temp), A182 F316/F51 (stainless/duplex) on request.
Disc Material: ASTM A105 + Stellite 6 seating face
Seat Ring (Body Seat): Integral Stellite 6 overlay on the body seat, or renewable seat ring
Hinge Pin / Arm: ASTM A276 410 (13Cr) or 17-4PH; Inconel 718 for extreme temperatures
Bonnet Gasket: 304 + Graphite Spiral Wound (standard); RTJ metallic ring optional
Bolting: A193 B7 / A194 2H (standard); B7M / 2HM for sour service
Packing (if external lever/weight): Not applicable for standard enclosed swing check; for counterweight type, packing provided
Operation: Automatic; closes by gravity and reverse flow. Optional: external lever with counterweight, or dashpot for controlled closure (on request).
Service Media: Steam, water, oil, gas, condensate, and other general high-pressure fluids
Temperature Range: -29 °C to +425 °C (-20 °F to +800 °F) for A105N standard
Leakage Class: Zero leakage per API 598 (high-pressure seat test)
Design Features:
Open die forged body and bonnet for high strength and integrity
Swing disc with full-open flow area (full bore)
Stellite 6 hardfaced seat and disc seating for wear resistance
Bolted bonnet (or pressure seal bonnet for high-temperature >450°C applications)
Hinge pin positively retained; blow-out proof design
Optional external weight/lever for controlled closure in critical applications
Anti-rotation plug/washer on hinge pin
4. Materials of Major Parts (Standard A105N Construction)
No. Part Name Material Standard
1 Body A105N (Open Die Forged) ASTM A105
2 Bonnet A105N (Open Die Forged) ASTM A105
3 Disc A105 + Stellite 6 Overlay ASTM A105
4 Seat (Body Seat) Integral Stellite 6 Overlay —
5 Hinge Pin A276 410 (13Cr) ASTM A276
6 Disc Arm / Hinge A105 or A276 410 —
7 Bonnet Gasket 304 + Graphite Spiral Wound ASME B16.20
8 Stud A193 B7 ASTM A193
9 Nut A194 2H ASTM A194
10 Plug / Retainer A105 ASTM A105
*Note: For low-temperature service (-46°C), body/bonnet are A350 LF2 with A320 L7 bolting. For corrosive service, A182 F316 with B8M bolting. For temperatures above 500°C, pressure seal bonnet with WC6/WC9 body is recommended.*
5. Principal Dimensions (8″ 2500LB BW)
Symbol Description Value (mm) Value (inch)
L Face-to-Face / End-to-End 1016 40.00″
d BW End OD (matching pipe, typical SCH XXS) 219.1 8.625″
d1 BW End ID (approx., for SCH XXS) 174.6 6.875″
H (approx.) Centerline to Top of Bonnet ~580 ~22.8″
W Overall Width (Body Diameter) ~320 ~12.6″
Weight Approx. Weight ~650 kg —
Weld Bevel Per ASME B16.25 Compound Bevel —
*Note: Face-to-face dimension conforms to ASME B16.10 Long Pattern for 8″ Class 2500. BW end dimensions are based on pipe matching SCH XXS (wall thickness approx. 22.23 mm). Actual dimensions must be verified against the approved drawing.*
6. Performance Tests & Inspection
Hydrostatic Shell Test: 1.5 × Class 2500 rated pressure (approx. 622 bar / 9025 psig), water, hold time ≥1 minute, no leakage or permanent deformation.
High-Pressure Seat Test: 1.1 × rated pressure (approx. 456 bar / 6620 psig), water, zero leakage permitted.
Low-Pressure Seat Test: 0.6 bar pneumatic, zero leakage.
Disc Operation Check: Verify disc swings freely on hinge pin; fully open and fully close without binding.
Visual & Dimensional Inspection: 100% inspection for forging defects (cracks, laps). BW ends dimensions checked. PT on critical areas.
Material Certification: EN 10204 Type 3.1 certificates for all pressure-containing parts. PMI optional.
7. Installation & Maintenance Tips
Orientation: Standard swing check valves must be installed in a horizontal pipeline with the bonnet facing upward. The disc swings in a vertical plane. Vertical flow lines require a specially designed swing check (with spring assist) – consult manufacturer.
Flow Direction: Arrow on body indicates flow direction; install so that flow lifts the disc off the seat. Reverse installation prevents closure and may damage internals.
Welding: Follow qualified WPS. The valve should be in the fully closed position during welding to protect the seating surfaces. Preheat and PWHT as required for the material and wall thickness.
Startup: Flush the pipeline before commissioning to remove debris that could damage the seat. Verify the disc moves freely.
Maintenance: Periodic inspection of seat and disc sealing surfaces is recommended, especially in services with solids or high velocity. The hinge pin and disc arm should be checked for wear. Replace bonnet gasket whenever the bonnet is opened.
This technical data sheet is for selection and engineering reference. The manufacturer reserves the right to change dimensions, materials, and design details without prior notice. All final specifications are subject to the approved order-specific drawing and technical agreement.



